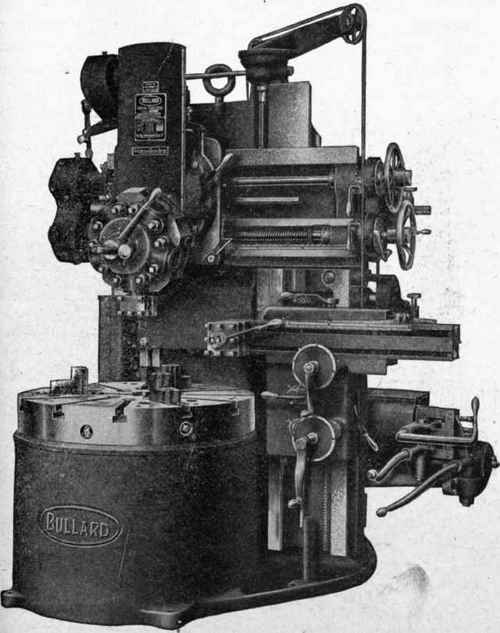
위 사진의 기계는 Bullard Machine Tool Company(Bridgeport, Connecticut, USA)에서 약 100년전에 생산된 Bullard Vertical Turret Lathe이다. 오래된 수직선반의 모습이다.
아래쪽에서 테이블이 회전하고, 위쪽에는 공구를 선택할 수 있는 터렛이 있고, 터렛을 수평수직으로 움직이기 위한 핸들이 있다. 이러한 움직임을 통해 원통형의 형상으로 가공한다.
다음 사진을 보자.
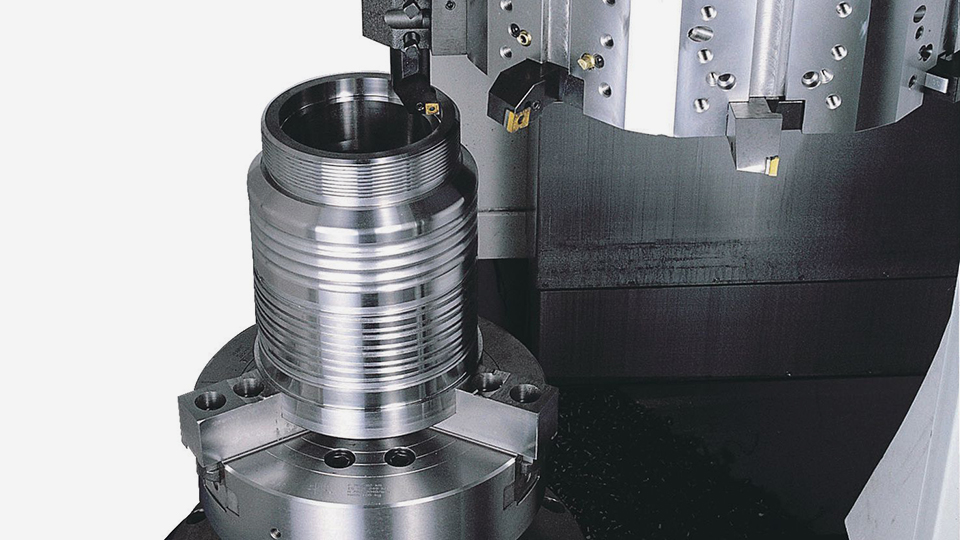
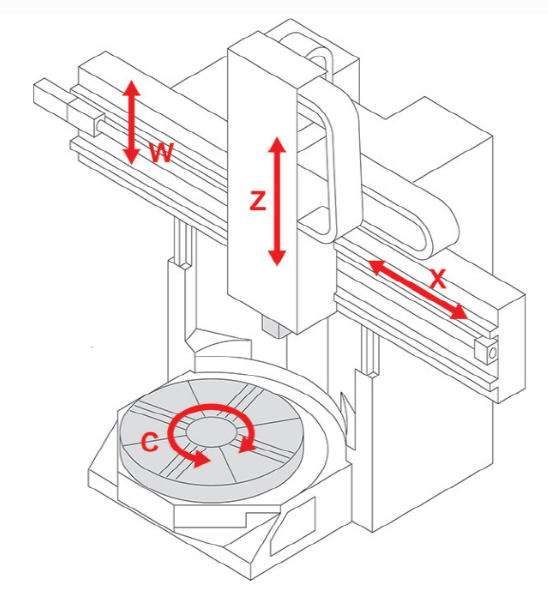
이 사진의 기계는 요즘 선반의 모습이다. 위는 기계의 외관, 아래는 내부로, 디엔솔루션즈의 PUMA V8305이다.
이러한 기계들은 예전과 같이 수직선반으로 부르는 불리기도 하지만, 요즘은 수직터닝센터라고 부른다. 그러나 기능은 사실 이전 선반과 동일하다. 즉 선삭공정을 수행하는 것이다.선삭주축에 장착된 공작물에 대하여, 선삭공구를 평면상에서 이동하면서 공작물을 절삭하여 원하는 형상을 만든다. 당연한 결과지만, 공작물의 최종형상은 원통형이다.
달라진 부분을 살펴보자?
우선은 외관이 다르다. 기계 외부를 외부와 차단하는 커버가 있고, 안전문이 설치되어 있다. 터닝센터는 작업자가 수동으로 기계를 조작하지 않고, 사전에 입력된 프로그램에 따라 컴퓨터가 기계를 조작한다. 이때 기계의 가공공간과 외부를 완전히 분리해야 안전하기 때문에 이런 구조로 바뀌었다.
둘째, 앞서 언급한 바와 같이 컴퓨터가 기계에 장착되어 있다. 컴퓨터는 기계 동작과 상태모니터링, 외부와 신호송수신에 관여한다.
언뜻보면 대단한 변화가 있는 것 같지만, 일하는 방식이 바뀌고, 가공품질이 균일화되고, 작업효율이 향상되었지만, 근본적으로 바뀐 것은 없습니다. 그런데 왜 선반대신 터닝센터라는 명칭을 사용할까?
터닝은 선삭이라는 의미입니다. 공작물이 회전하며 가공하는 것이 선삭입니다. 전통적인 개념과 일치합니다.그럼 센터는 무슨 의미일까요? 센터는 한 곳에서 종합적으로 이루어지는 것을 말합니다. 쇼핑센터, 민원센터 등등 우리 주변에서도 유사하게 사용되고 있습니다. 디엔솔루션즈 PUMA V8305만 보면 터닝센터라는 의미가 조금은 부자연스럽긴 하다.
사실 터닝센터라는 표현을 사용할 수 있는 이유는 따로 있습니다. 지금부터 자세히 알아본다.
사용가능한 공구의 수량은 공정상 중요한 부분입니다. 수직 터닝센터에서 공구대 1개당 4개에서 24개까지 선택이 가능합니다. 핵심은 공정을 완료할 수 있는 공구를 모두 장착할 수 있느냐는 것입니다.
갱은 필요한 공구를 1열로 배치하는 방식입니다. 일반적으로 4개에서 6개를 배치할 수 있습니다. 공구의 선택은 X축의 제어로 수행되므로, 보통 X축이 길어진다.
터렛은 원통형상의 외면과 측면에 공구를 배치하고, 이를 분할하여 공구를 선택하는 방식이다.
터렛에 사용하는 공구홀더는 일반적으로 3종의 방식이 적용된다.유압 또는 NC로 움직이며, 원형 디스크의 양면을 한번에 가공할 수 있다. 가공이 완료되면 공구가 가공면에서 떨어져서 지정된 위치로 돌아온다.

자료출처: Famar ERGO
수직터닝센터에는 램을 부착하여 그 끝에 공구대, 공구홀더 또는 면삭주축을 탑재하는 경우가 있다.
척은 선삭주축에 탑재되어, 공작물을 붙잡고 회전하는 기구이다.
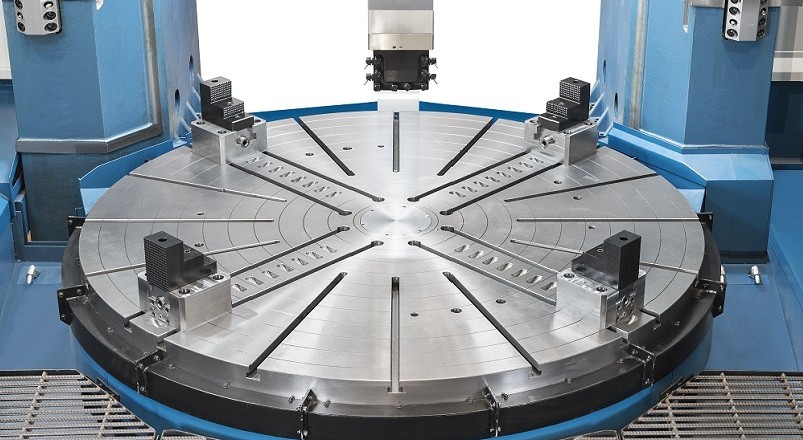
자료출처: ROMI VT 2500M
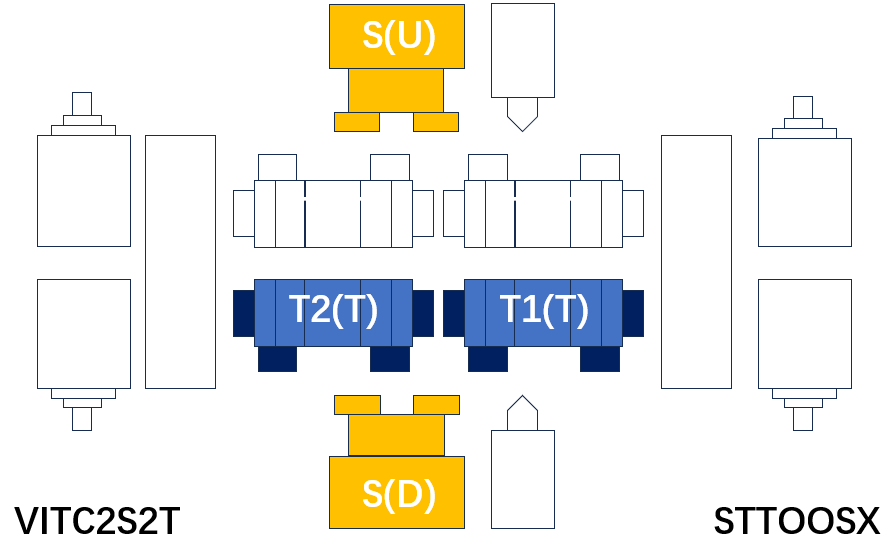
위에서 수직터닝센터의 구성요소를 살펴보았는데, 이들을 통합하여 다음 그림으로 나타낼 수 있다.
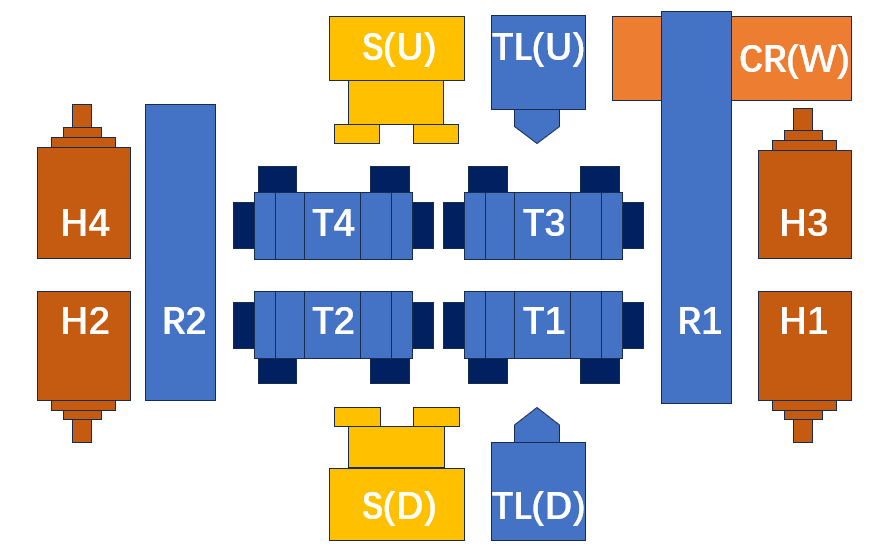
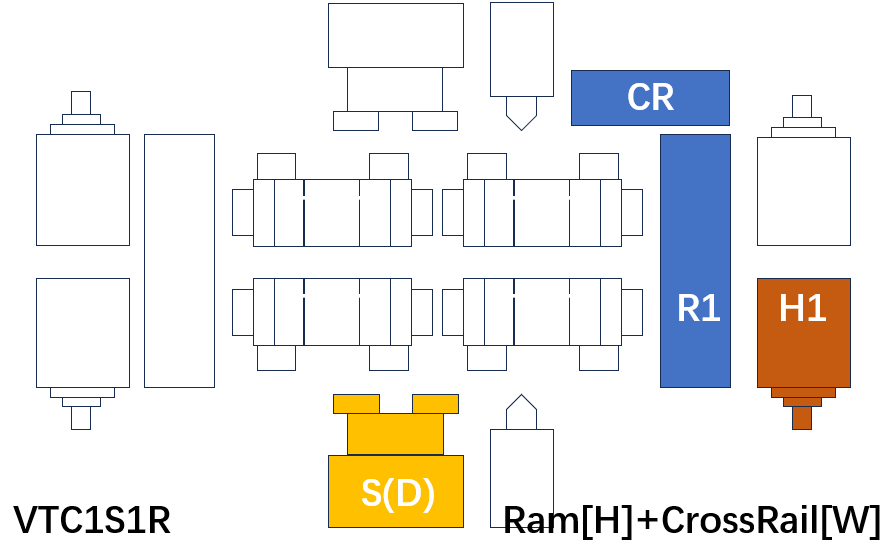
S(D): 선삭주축(상부) Turning spindle(Lower)
S(U): 선삭주축(하부) Turning spindle(Upper)
H1: 면삭주축 #1 Milling spindle #1
H2: 면삭주축 #2 Milling spindle #2
H3: 면삭주축 #3 Milling spindle #3
H4: 면삭주축 #4 Milling spindle #4
T1: 공구대 #1 Toolpost #1
T2: 공구대 #2 Toolpost #2
T3: 공구대 #3 Toolpost #3
T4: 공구대 #4 Toolpost #4
TL(U): 심압대(상부) Tail stock(Upper)
TL(D): 심압대(하부) Tail stock(Lower)
R1: 램 #1 Ram #1
R2: 램 #2 Ram #2
수직터닝센터를 다시한번 보자?
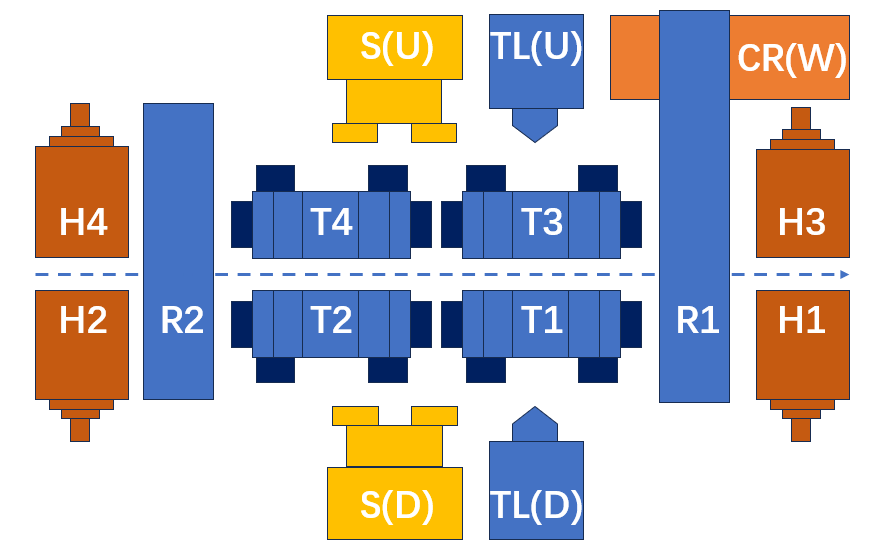
중간의 점선을 기준으로 아래쪽 부분을 수직형 터닝센터(VTC), 위쪽 부분을 역수직형 터닝센터(IVTC)로 구분한다. 상부와 하부가 모두 존재하면 수직역수직 터닝센터(VITC)로 호칭한다.
그럼 지금부터는 실제 수직형 터닝센터 제품을 살펴보자.
이것은 심압대가 없는 갱타입 2축 수평터닝센터를 수직으로 세운 모습과 같다.
출처: Berthiez TVU 1400/80
중소형 수직형 터닝센터는 기계를 좌우대칭으로 구성하여 좌우 대칭형으로 2개의 기계를 배치할 수 있다. 좌우 대칭을 채용하는 이유는 2개의 주축사이의 거리를 최소화하여, 기계사이의 공작물 반송시간을 줄일 수 있기 때문이다.
좌우의 기계가 크기는 같아야 하지만, 기능은 다를 수 있다. 예를 들어 오른쪽 기계는 선삭기능만 보유하고, 왼쪽 기계는 회전공구를 장착하여 면삭기능을 부여할 수도 있다.
수직형 터닝센터는 기계 상부에 갱, 터렛 또는 램이 이동하기 때문에 기계 상부에 공작물 반송장치를 배치하기가 어렵다. 따라서 보통 로봇을 사용하는 경우가 많다.

자료출처: ROMI VTL 500
역수직형 터닝센터는 주축이 상부에서 이동하므로, 주축자체를 공작물 반송장치로 사용할 수 있다. 보통 기계 왼쪽에 공작물을 놓을 수 있는 장치를 부착하는 것만으로도 자동화가 가능하다.
수직역수직형 터닝센터는 상부주축이 공작물 반송장치로 사용되고, 상부주축과 하부주축을 사용하여 모든 공정을 기계한대로 왼료할 수 있는 장점이 있다. 보통 기계 왼쪽에 공작물을 놓을 수 있는 장치를 부착하는 것만으로도 자동화가 가능하다.
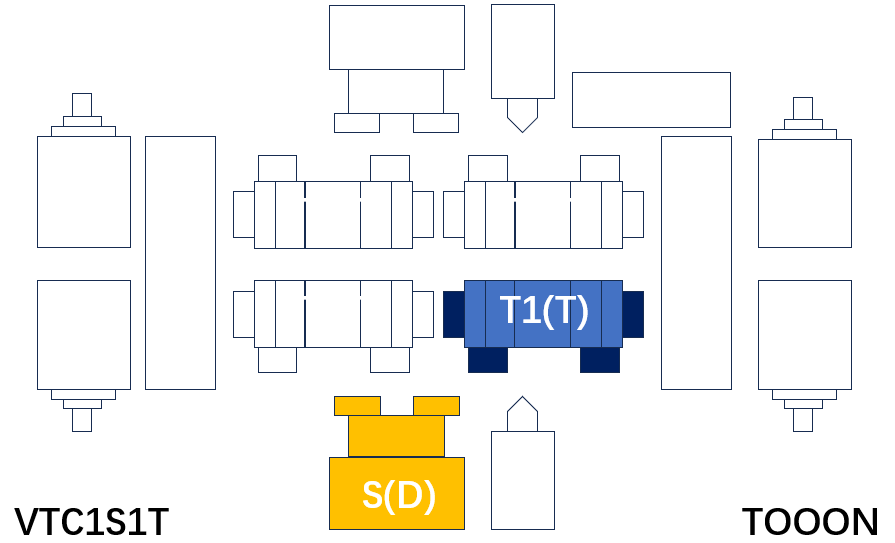
3.1 (수직터닝센터) 1 선삭주축 1 갱
| No. | 척크기(S1) | 공작물 길이 | 버튼 |
| No. | 척크기(S1) | 공작물 길이 | 버튼 |
| No. | 척크기(S1) | 공작물 길이 | 버튼 |
3.2 (수직터닝센터) 1 선삭주축 1 터렛
| No. | 척크기(S1) | 공작물 길이 | 버튼 |
| 1 | 12 | 전체 | 제출 |
| 2 | 15 | 전체 | 제출 |
| 3 | 18 | 전체 | 제출 |
| 4 | 21 | 전체 | 제출 |
| 5 | 32 | 전체 | 제출 |
| 6 | 40 | 전체 | 제출 |
| No. | 척크기(S1) | 공작물 길이 | 버튼 |
| 1 | 12 | 전체 | 제출 |
| 2 | 15 | 전체 | 제출 |
| 3 | 18 | 전체 | 제출 |
| 4 | 21 | 전체 | 제출 |
| 5 | 32 | 전체 | 제출 |
| 6 | 40 | 전체 | 제출 |
| No. | 척크기(S1) | 공작물 길이 | 버튼 |
3.3 (수직터닝센터) 1 선삭주축 2 터렛
| No. | 척크기(S1) | 공작물 길이 | 버튼 |
| No. | 척크기(S1) | 공작물 길이 | 버튼 |
3.4 (수직터닝센터) 선삭주축 1 램
| No. | 척크기(S1) | 공작물 길이 | 버튼 |
| 1 | 40 | 전체 | 제출 |
| 2 | 45 | 전체 | 제출 |
| 3 | 50 | 전체 | 제출 |
| 4 | 55 | 전체 | 제출 |
| 5 | 63 | 전체 | 제출 |
| 6 | 70 | 전체 | 제출 |
| 7 | 80 | 전체 | 제출 |
| 8 | 100 | 전체 | 제출 |
| No. | 척크기(S1) | 공작물 길이 | 버튼 |
| 1 | 40 | 전체 | 제출 |
| 2 | 45 | 전체 | 제출 |
| 3 | 50 | 전체 | 제출 |
| 4 | 55 | 전체 | 제출 |
| 5 | 63 | 전체 | 제출 |
| 6 | 70 | 전체 | 제출 |
| 7 | 80 | 전체 | 제출 |
| 8 | 100 | 전체 | 제출 |
| No. | 척크기(S1) | 공작물 길이 | 버튼 |
| 1 | 40 | 전체 | 제출 |
| 2 | 45 | 전체 | 제출 |
| 3 | 50 | 전체 | 제출 |
| 4 | 55 | 전체 | 제출 |
| 5 | 63 | 전체 | 제출 |
| 6 | 70 | 전체 | 제출 |
| 7 | 80 | 전체 | 제출 |
| 8 | 100 | 전체 | 제출 |
| No. | 척크기(S1) | 공작물 길이 | 버튼 |
| 1 | 40 | 전체 | 제출 |
| 2 | 45 | 전체 | 제출 |
| 3 | 50 | 전체 | 제출 |
| 4 | 55 | 전체 | 제출 |
| 5 | 63 | 전체 | 제출 |
| 6 | 70 | 전체 | 제출 |
| 7 | 80 | 전체 | 제출 |
| 8 | 100 | 전체 | 제출 |
3.5 (수직터닝센터) 수직역수직(2선삭주축+2터렛)