
Image: DN Solutions DNM 5700 Vertical Machining Center
A Vertical Machining Center (VMC) is a machining center where the spindle is oriented vertically. The spindle refers to the milling spindle which holds and rotates the cutting tool. This differs from a turning spindle which holds and rotates the workpiece.
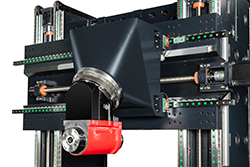
The image below shows a typical vertical machining center - the DNM 5700 from DN Solutions. The photo shows the machine with its safety door open, revealing the workpiece table and the vertically oriented milling spindle above it.
Image: DN Solutions DNM 5700 Vertical Machining Center
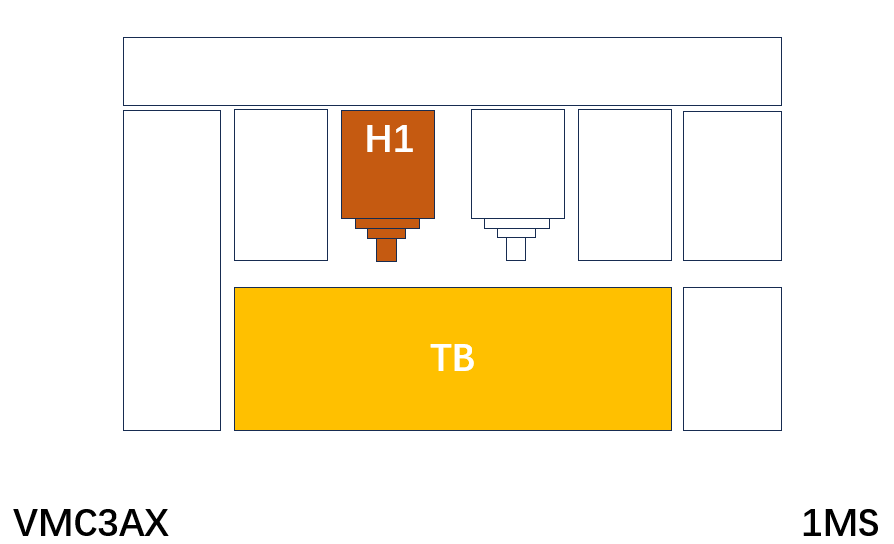
The most common structure offering good rigidity and cost-effectiveness.
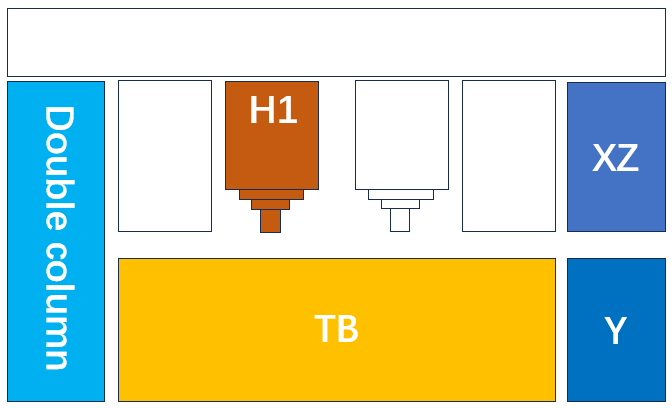
Features two columns providing superior rigidity and stability for heavy-duty machining.
Consists of a bed with two vertical columns supporting a cross-rail (Y-axis). The spindle moves vertically (Z-axis) on this cross-rail.
Similar to portal structure but with the Z-axis movement provided by a cross rail between the columns.
Pinnacle DU1412 Portal-type VMC
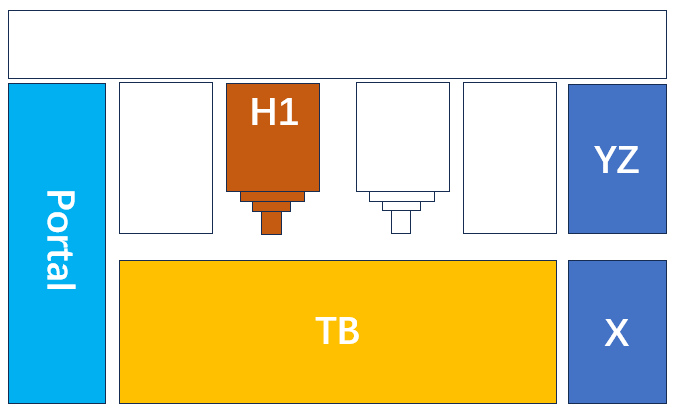
All three linear axes (XYZ) are mounted on the upper structure, ideal for large workpiece machining.
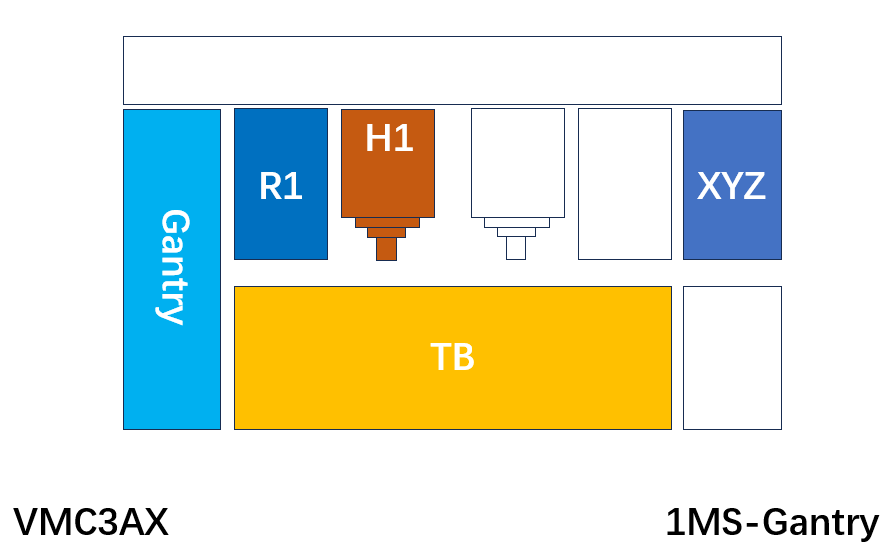
Gantry structure with elevated columns for extra Z-axis clearance.
Compact gantry structure where the X-axis moves across the columns.
All three linear axes (XYZ) are constructed on a single moving column.
VMCs are categorized based on their axis configurations:
Basic configuration with X, Y, and Z linear axes.
Adds one rotational axis (A, B, or C) to the standard 3 linear axes.
Features 3 linear axes plus 2 rotational axes for complex contour machining.
5-axis configuration that incorporates turning capabilities on the rotary table.
The diagram below illustrates the key components of a modern VMC:
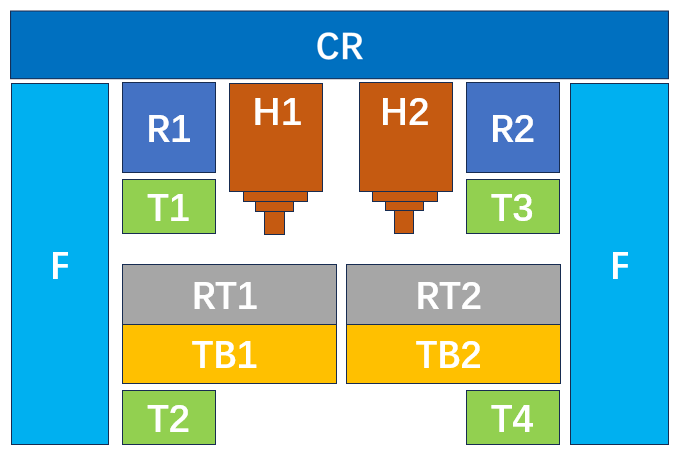
Conceptual Diagram of Vertical Machining Center
Key Components:
H1: Milling spindle #1
H2: Milling spindle #2
R1: Ram #1
R2: Ram #2
RT1: Rotary table #1
RT2: Rotary table #2
T1: Tool post #1
T2: Tool post #2
T3: Tool post #3
T4: Tool post #4
TB1: Table #1
TB2: Table #2
XYZABC: Machine axes
F: Machine frame
CR: Cross rail
Manual operation with handwheels, without CNC control.
Combines manual operation with basic CNC capabilities.

Fryer MB-14Q Semi-CNC Vertical Mill
CNC-controlled but lacks automatic tool changing (ATC).
Features a rotating turret for tool indexing rather than a traditional ATC.

SUGINO V6 Turret-type VMC
Compact 5-axis configuration with rotary axes on both head and table.
| No. | Milling spindle taper | Stroke X | Structure | button |
| 1 | 7:24 taper No. 40 | 0~500 | All | SUBMIT |
| 2 | 7:24 taper No. 40 | 500~600 | All | SUBMIT |
| 3 | 7:24 taper No. 40 | 600~700 | All | SUBMIT |
| 4 | 7:24 taper No. 40 | 700~800 | All | SUBMIT |
| 5 | 7:24 taper No. 40 | 800~900 | All | SUBMIT |
| 6 | 7:24 taper No. 40 | 1000~1100 | All | SUBMIT |
| 7 | 7:24 taper No. 40 | 1100~1200 | All | SUBMIT |
| 8 | 7:24 taper No. 40 | 1200~1300 | All | SUBMIT |
| 9 | 7:24 taper No. 40 | 1300~1300 | All | SUBMIT |
| 10 | 7:24 taper No. 40 | 1400~1500 | All | SUBMIT |
| 11 | 7:24 taper No. 40 | 1500~1600 | All | SUBMIT |
| No. | Milling spindle taper | Stroke X | Structure | button |
| No. | Milling spindle taper | Stroke X | Structure | button |
| 1 | 7:24 taper No. 40 | 0~500 | C-frame | SUBMIT |
| 2 | 7:24 taper No. 40 | 500~600 | C-frame | SUBMIT |
| 3 | 7:24 taper No. 40 | 600~700 | C-frame | SUBMIT |
| 4 | 7:24 taper No. 40 | 700~800 | C-frame | SUBMIT |
| 5 | 7:24 taper No. 40 | 800~900 | C-frame | SUBMIT |
| 6 | 7:24 taper No. 40 | 1000~1100 | C-frame | SUBMIT |
| 7 | 7:24 taper No. 40 | 1100~1200 | C-frame | SUBMIT |
| 8 | 7:24 taper No. 40 | 1200~1300 | C-frame | SUBMIT |
| 9 | 7:24 taper No. 40 | 1300~1300 | C-frame | SUBMIT |
| 10 | 7:24 taper No. 40 | 1400~1500 | C-frame | SUBMIT |
| 11 | 7:24 taper No. 40 | 1500~1600 | C-frame | SUBMIT |
| No. | Milling spindle taper | Stroke X | Structure | button |
| 1 | 7:24 taper No. 40 | 600~700 | Double column | SUBMIT |
| 2 | 7:24 taper No. 40 | 700~800 | Double column | SUBMIT |
| 3 | 7:24 taper No. 40 | 800~900 | Double column | SUBMIT |
| 4 | 7:24 taper No. 40 | 900~1000 | Double column | SUBMIT |
| 5 | 7:24 taper No. 40 | 1000~1100 | Double column | SUBMIT |
| No. | Milling spindle taper | Stroke X | Structure | button |
| 1 | 7:24 taper No. 50 | 3000~4000 | Gantry | SUBMIT |
| 2 | 7:24 taper No. 50 | 4000~5000 | Gantry | SUBMIT |
| 3 | 7:24 taper No. 50 | 5000~6000 | Gantry | SUBMIT |
| 4 | 7:24 taper No. 50 | 6000~7000 | Gantry | SUBMIT |
| 5 | 7:24 taper No. 50 | 7000~8000 | Gantry | SUBMIT |
| 6 | 7:24 taper No. 50 | 8000~9000 | Gantry | SUBMIT |
| 7 | 7:24 taper No. 50 | 9000~10000 | Gantry | SUBMIT |
| 8 | 7:24 taper No. 50 | 10000~12000 | Gantry | SUBMIT |
| 9 | 7:24 taper No. 50 | 12000~14000 | Gantry | SUBMIT |
| 10 | 7:24 taper No. 50 | 14000~16000 | Gantry | SUBMIT |
| 11 | 7:24 taper No. 50 | 16000~18000 | Gantry | SUBMIT |
| 12 | 7:24 taper No. 50 | 18000~20000 | Gantry | SUBMIT |
| 13 | 7:24 taper No. 50 | 20000~22000 | Gantry | SUBMIT |
| No. | Milling spindle taper | Stroke X | Structure | button |
| No. | Milling spindle taper | Stroke X | Structure | button |
| No. | Milling spindle taper | Stroke X | Structure | button |
| No. | Milling spindle taper | Stroke X | Structure | button |
| 1 | 7:24 taper No. 50 | 1000~1500 | Portal | SUBMIT |
| 2 | 7:24 taper No. 50 | 1500~2000 | Portal | SUBMIT |
| 3 | 7:24 taper No. 50 | 2000~3000 | Portal | SUBMIT |
| 4 | 7:24 taper No. 50 | 3000~4000 | Portal | SUBMIT |
| 5 | 7:24 taper No. 50 | 4000~5000 | Portal | SUBMIT |
| 6 | 7:24 taper No. 50 | 5000~6000 | Portal | SUBMIT |
| 7 | 7:24 taper No. 50 | 6000~7000 | Portal | SUBMIT |
| No. | Milling spindle taper | Stroke X | Structure | button |
| Year | Unique Visitors | Page Views |
|---|---|---|
| 2025 | 30 | 31 |